
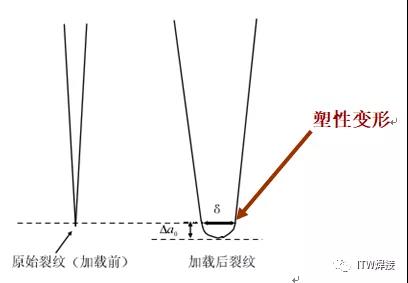
海洋钢结构以及超大吨位船体目前都采用厚板结构,由于其板厚大,焊接接头繁多,接头形式复杂,因此具有良好的断裂韧性显得越来越重要,材料的韧性是材料强度和塑性的综合表现,与材料本身、热处理及加工工艺有关。而断裂韧性是基于断裂力学的概念,假定结构中存在缺陷-裂纹,研究其承载能力,受到载荷作用时,裂纹尖端高度应力集中,将发生塑性变形,导致裂纹尖端的钝化,裂纹表面也随之张开。CTOD(Crack Tip Opening Displacement)就是裂纹尖端表面张开的位移量δ,δ可以作为裂纹尖端应力场强度的度量,δ值越大,裂纹尖端的抗开裂性能越好;反之,韧性越差。
依照EEMUA 158:1994规范,对厚度50mm以上的钢板要做焊后热处理(PWHT)或CTOD试验。挪威规范Norske Standard M101规定:钢板厚度超过50mm的焊接接头须进行CTOD试验;若屈服强度超过500MPa,则钢板厚度超过30mm时,其焊接接头就必须做CTOD试验。
海洋结构以及船体结构均采用大厚板进行焊接,通常采用PWHT来消除焊后残余应力,改善焊接接头的断裂韧性,但是PWHT成本高,施工周期长,因此有必要采用更经济高效的替代方法。在DNV-OS-F101标准中规定“当断裂韧性达到一定要求值时,可免除焊后热处理”,可通过CTOD试验进行断裂韧性测试。根据船级社及钢结构相关规范说明,欧美国家的制造业,在焊接厚度≥50mm钢板时,为免除焊后热处理,广泛采用CTOD试验作为测试手段。
天泰CTOD实验采用Instron8802动态试验系统,最低实验温度可达零下30℃,对60~90mm厚EH36/EH47等高强钢板及焊缝均可进行相关CTOD实验。

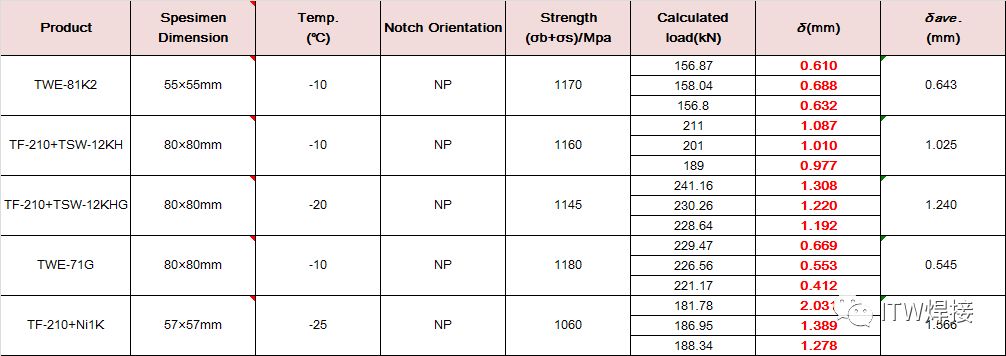
部分产品CTOD实验结果如下:
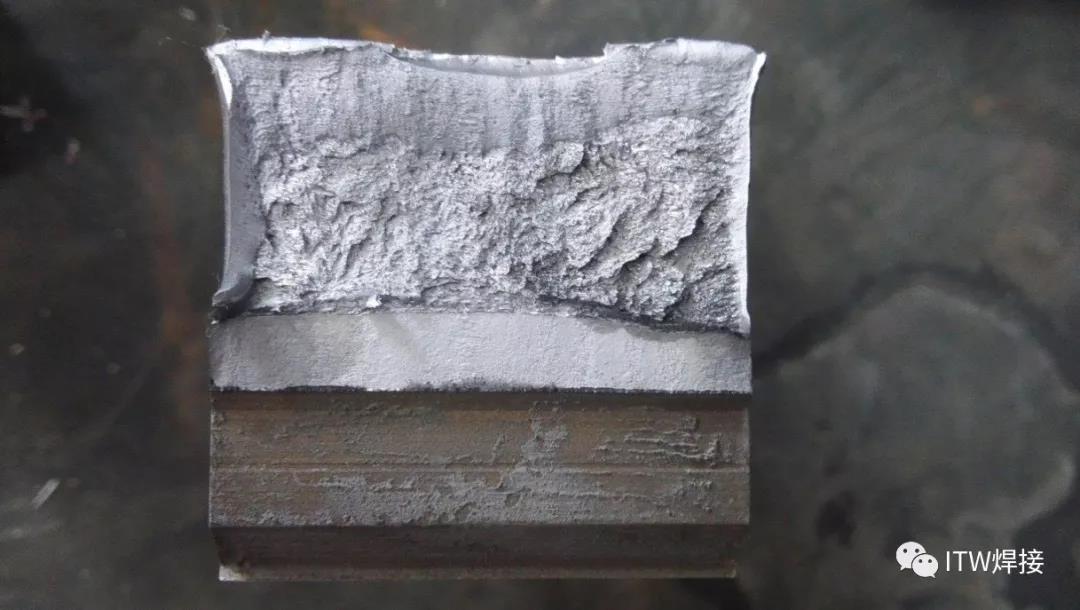
TF-210+Ni1K 断口形貌
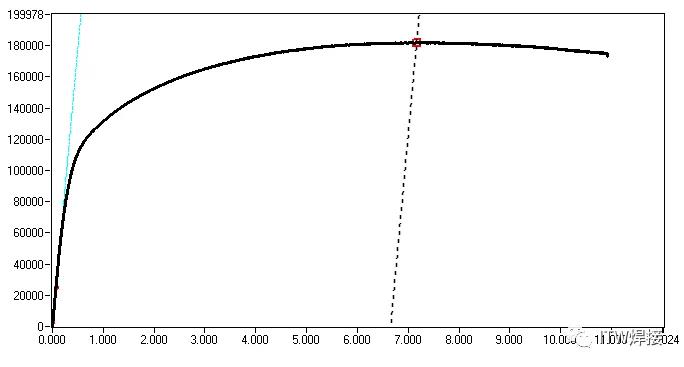
TF-210+Ni1K F-V曲线

 京公网安备11030102011296号
京公网安备11030102011296号